|
利用PCD刀具进行精密切削的过程中出现工件已加工表面粗糙度低于刀具表面粗糙度的现象,即可以用较高表面粗糙度的刀具加工出较低表面粗糙度的工件,这一现象称为超越性加工现象
由于刀具后刀面粗糙度在精密切削过程中对工件已加工表面及其粗糙度的形成影响最大也最直接,因此将后刀面粗糙度作为超越性加工现象的判别标准。
当工件已加工表面粗糙度值低于刀具后刀面粗糙度值时就可以认为出现了超越性加工现象。

一、切削用量对超越性加工的影响
1、切削速度的影响
由于PCD刀具本身硬度较高,耐磨性很好,热传导系数大,与有色金属间摩擦系数低,故切削力小,切削温度低 ,刀具磨损很慢,耐用度极高,即使是高速切削也不会因刀具磨损而使加工表面粗糙度升高。
因此,切削速度对超越性加工现象的影响很小
2、切削深度的影响
PCD刀具加工有色金属及其合金时,切削深度对超越性加工现象的影响很小。
3、进给量的影响
进给量越大,对超越性加工现象的影响越大。
事实证明,在切削用量三要素中,切削速度和切削深度对超越性加工现象的影响作用较小,而进给量对超越性加工现象的影响很大。因此可以认为,进给量对实现超越性加工尤为重要。在实际生产条件允许的情况下,尽可能地在f<fc的范围内选择进给量,可以较为容易地实现超越性加工。
二、安装角对超越性加工的影响
如下图所示为安装角β对超越性加工现象的影响规律。
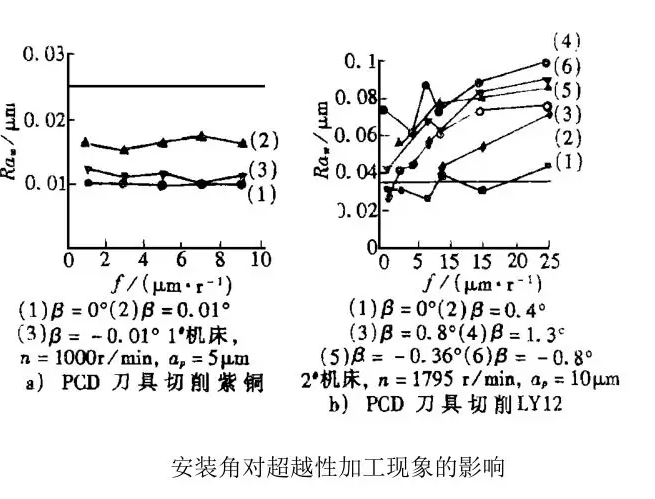
由图可见在β=0°或更小时,可以实现稳定的超越性加工,而在β较大的条件下(β=0.4°,-0.36°,±0.8°,1.3°),只有极个别的少数几点在进给量较小时出现超越性加工现象。因此,在使用PCD刀具切削加工时,精确对刀使β=0°或采用尽可能小的安装角,有利于实现超越性加工。
超越性加工现象产生的条件,可采用较小的进给量(f<fc)、刀具精确对刀使安装角β=0°或采用尽可能小的安装角,这为利用超越性加工现象,为生产实际服务提供了可能。
|

