|
导读:
金刚石刀具有硬度高、耐磨损、导热性好、摩擦系数小以及高的化学惰性等优异性能,是制备切削工具的理想材料。
通过多年的应用研究和开发,CVD金刚石刀具已步入商业化应用阶段。在国内,对此类刀具的研究开发及产业化进程也不断加快。可以预见,CVD金刚石刀具的应用将对机械制造业产生积极而深远的影响。
随着现代机械加工朝着高精度、高速切削、硬加工代研磨和降低成本等方向发展,对刀具性能提出了相当高的要求。
本文选用亚克力硬质塑料为被加工材料,设计了一组刀具参数为:前角10°,后角15°,刀尖圆弧度R0.6,进行车削实验,通过观察车削过程中PCD和CVD金刚石两种刀具的表面和刃口形貌、金刚石刀片组成成分、以及被加工工件表面粗糙度前后的变化,比较两种刀具的切削性能,探讨其失效机理。
一、实验材料与方法
亚克力硬质塑料是应用金刚石刀具比较多的领域,本文选用<60mm的亚克力硬质塑料棒为加工对象,金刚石工具采用CVD刀具和PCD刀具,其中CVD金刚石精抛光后的厚度为0.5mm,PCD金刚石精抛光后的厚度为2.0mm。根据所选的被加工材料,我们设计的刀具参数为:前角10°,后角15°,刀尖圆弧度R0.6。
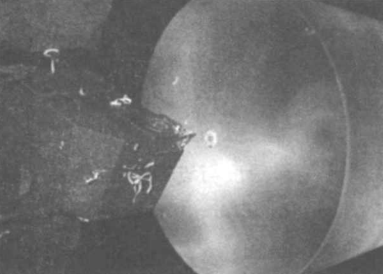
采用电子显微镜观察CVD金刚石和PCD金刚石的表面和刃口形貌;采用扫描电镜携带的能谱仪进行表面成分分析;采用表面形貌仪测量工件的表面粗糙度。本次实验采用连续干车削的方式,车削过程如图1所示。
二、实验结果与讨论
1、显微组织
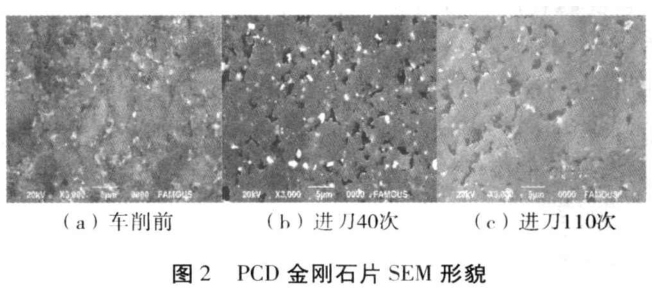
用扫描电镜观察刀具表面金刚石的形貌。由图2a可以看出,PCD金刚石刀是由颗粒状金刚石微粒和黑色孔隙所组成,其中一些金刚石微粒还保留着它们原有的晶面。随着车削加工的进行,孔隙的数量明显增多,如图2b所示,而这种孔隙的尺度在图2c中有所增大。这可能是由于在切削加工过程中刀头的温度升高,促进碳 (金刚石颗粒 )与PCD金刚石片中的黏结剂(钴或钨)发生反应所致。
2、刃口
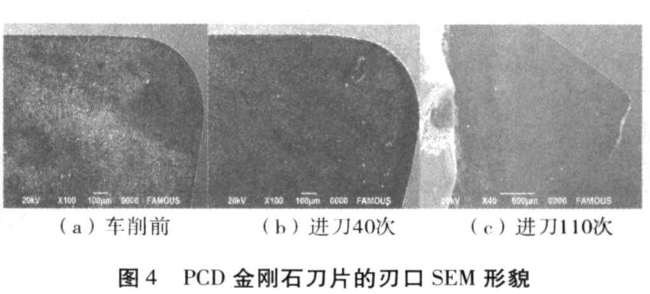
PCD刀具在车削亚克力硬质塑料时,进刀40次后,刃口几乎没什么变化,但当进刀次数达到110次刀头出现碎断现象。碎断是在切削刃上产生小块碎裂或大块断裂,造成刀头不能正常切削,刀尖与切削刃处发生的碎裂破损见图4c,这时刀具不能刃磨不能继续使用。
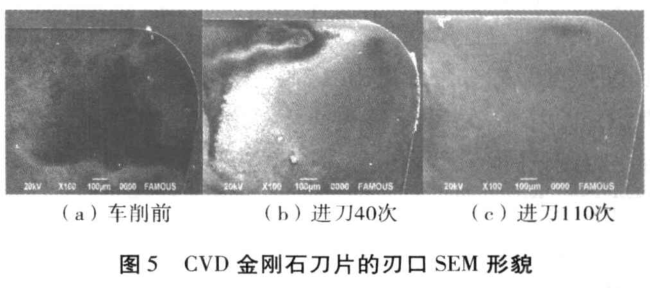
这种情况是切削较长时间后没有及时换刀,因刀具材料疲劳而造成断裂。与PCD金刚石刀片相比,在相同的加工条件下 ,CVD 金刚石刀显示更加优良的加工寿命,进刀110次后,CVD金刚石刀片刃口质量完好,如图5c所示。
3、工件表面粗糙度
我们以刀具初始状态和失效状态下被加工工件表面粗糙度为标准来衡量刀具的使用寿命。由表4可以看出,PCD刀具进刀40次后 ,工件表面粗糙度明显降低,而CVD金刚石刀车削出的工件表面更光滑。
但当进刀达到80次后,PCD刀片与CVD金刚石刀片加工的工件表面粗糙度几乎没差异。
这种情况是可以理解的,因烧结需要,PCD中加入了Co等金属黏结剂,而Co对金刚石的石墨化具有催化作用。在Co的作用下,PCD金刚石一般在600℃时即开始氧化,700℃时发生石墨化反应,所以随着车削加工的进行,刀尖处温度升高,金刚石的石墨化反应引起刃口粗糙,从而导致被加工工件表面粗糙度升高。
而CVD金刚石在空气中需700℃以上才开始氧化,在真空或惰性气体中的热稳定性可达 1200℃以上。所以CVD金刚石的热稳定性远高于在高温高压下合成的聚晶金刚石( PCD ) 。
三、结论
本文通过PCD和CVD刀具对亚克力材料的车削试验,研究和探讨了上述两种刀具的切削性能和失效机理。通过对切削前后刀具的表面和刃口形貌、以及被加工材料表面粗糙度对比观察,得出以下结论:
(1)在同一刀具参数条件下,切削亚克力材料时,CVD和PCD两种金刚石刀具都表现出了很好的切削性能,与PCD刀具相比,CVD金刚石刀具显示了优越的耐腐蚀性能和耐磨性能,在加工过程中不会与亚克力材料发生化学反应,所以加工此类材料时CVD金刚石刀具有比PCD刀具有更长的寿命,加工出的工件表面也更平整光滑。
(2)对于PCD刀具,其失效机理有:刀具与被加工材料的物理摩擦使磨粒脱落形成的磨粒磨损;结合剂与被加工材料发生化学反应使结合剂流失,导致刀具结构疏松,磨粒脱落形成磨损。
(3)对于CVD金刚石刀具,因为成分是纯多晶金刚石,本次试验在整个车削过程中CVD金刚石刀的刃口形貌、金刚石刀尖处成分以及被加工工件的表面粗糙度均没有明显变化,由此,我们推测CVD金刚石刀具在车削此类材料时的失效机理为:切削过程中随着加工时间的进一步延长,切削区温度不断升高,当达到热化学反应温度时,就会在刀具表面形成变质层从而带来切削过程中刀具的磨损;同时高温状态下CVD金刚石的晶界疲劳破坏,也可能会造成CVD金刚石刀具的磨损失效。
|

